

�aƷ������ �Ϻ��Z�V�p�ٙC�S���a Sϵ��б�X݆݆�U�p��

�aƷ���c��
T�����F�X݆�Q�����aƷ���c: &
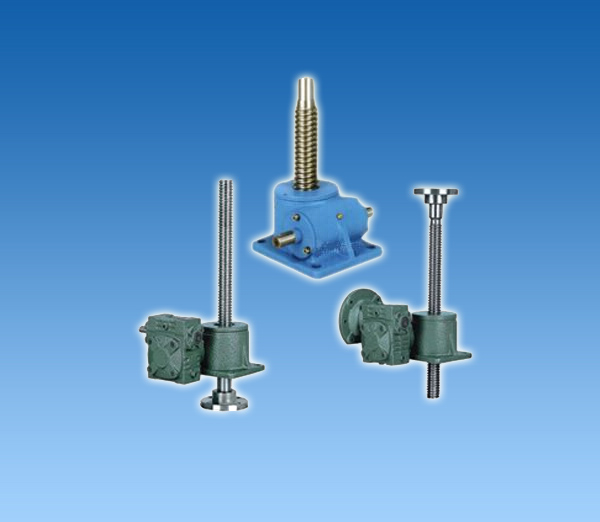
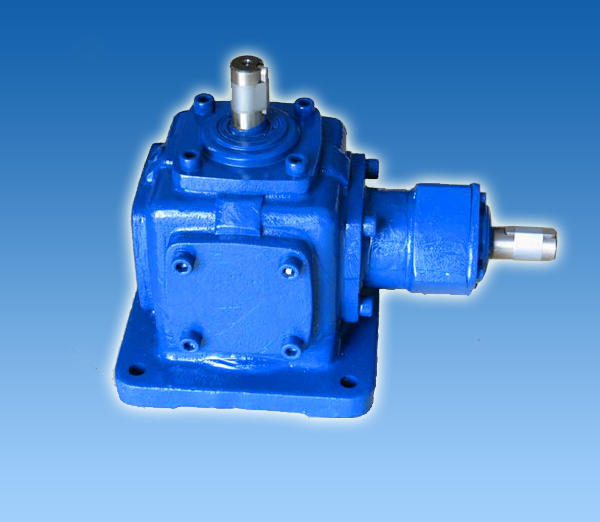
�aƷ���c: �Ϻ��Z�V�p�ٙC�S���a SWL�z�U�����C

ʹ�÷�����
�aƷ�f���� 1����ݔ���������Ҫ�ЃɷN��ֱ��
���X݆�ӹ���ˇ�^�̴���Ҫ���^���ׂ��A�Σ�ë����̎�����X���ӹ����X�μӹ����X�˼ӹ����X���̎�����������������X�ξ��ӹ��ȡ�
�ӹ��ĵ�һ�A�����X������M��Cе�ӹ����A�Ρ������X݆�Ă��Ӿ�����Ҫ�Q�����X�ξ��Ⱥ��X��ֲ������Ԫ����@�c���X�r���õĶ�λ���ʪ��Ͷ��檦�ľ�������ֱ�ӵ��Pϵ�����Ԫ��@���A����Ҫ�Ǟ���һ�A�μӹ��X�Μʂ侫���ʪ�ʹ�X�ăȿͶ���ľ��Ȼ����_��Ҏ���ļ��gҪ�����@���A���г��˼ӹ��������⪧�����X������Ĵ�Ҫ����ļӹ���Ҳ���M�����@һ�A�εĺ��ڼ�����ɡ� �ڶ��A�����X�εļӹ������ڲ���Ҫ�����X݆��һ����f�@���A��Ҳ�����X݆�����ӹ��A�Ϊ����^�@���A�ξ͑����ӹ�����ȫ���ψD��Ҫ����X݆����������Ҫ��Ӳ���X݆��������@���A���мӹ����ܝM���X�ε���ӹ���Ҫ����X�ξ��Ȫ������@���A�εļӹ��DZ��C�X݆�ӹ����ȵ��P�I�A�Ρ��������eע�⡣
�ӹ��ĵ����A���ǟ�̎���A�Ρ����@���A������Ҫ���X��Ĵ��̎����ʹ�X���_��Ҏ����Ӳ��Ҫ�� �ӹ�������A�����X�εľ��ӹ��A�Ρ��@���A�ε�Ŀ�Ī����������X݆���^������������X��׃�Ϊ��Mһ������X�ξ��Ⱥͽ��ͱ���ֲڶȪ�ʹ֮�_����K�ľ���Ҫ�����@���A�������ȑ�����λ�����檣�Ͷ��檤�M�������������Ժ��X݆�ăȿͶ�������a��׃�Ϊ�����ڴ���ֱ�Ӳ����@�ӵĿͶ�����������M���X�ξ��ӹ����Ǻ��y�_���X݆���ȵ�Ҫ��ġ��������^�Ļ����涨λ�M���X�ξ��ӹ�������ʹ��λ�ʴ_�ɿ��������ֲ�Ҳ���^�����Ա��_�����ӹ���Ŀ�ġ�
��
������λ���ʵĴ_������λ���ʵľ��Ȍ��X�μӹ�������ֱ�ӵ�Ӱ푡��S��X݆���X�μӹ�һ���x��피��λ��ijЩ��ģ�����S��X݆���x���X݆�S�i��һ���涨λ���P����X݆���X�μӹ������ÃɷN��λ���ʡ�1���ȿͶ��涨λ���x������OӋ�������ǜy�����b����ʵăȿ����鶨λ���ʣ��ȷ���“�����غ�”ԭ�t����ʹ�X�μӹ��ȹ�����ʽyһ��ֻҪ������ƃȿ��ȡ��ڌ���о�S�϶�λ�r����Ҫ�����������a�ʸߣ��V�����ڳ������a�С�2����A�Ͷ��涨λ �X���ȿ���ͨ��о�S�ϰ��b����������A��Q��������λ�ã���Ҫ���X����A���ȿď�������ҪС��������Ч�ʵ͡�һ�����چμ�С�����a��
�������X�˼ӹ�
�X݆���X�˼ӹ��е��A�����⡢���⡢��ȥë�̵ȡ����A���������X݆�����S�ӕr�����M�뇧�ϡ������ȥ���X�˵��J߅���@Щ�J߅���B̼����ܴ࣬���X݆�������ױ��ѡ���㊵��M���X�˵��A�����A�r��㊵��ڸ������D��ͬ�r�؈A�������͔[�ӣ�ÿ�ӹ�һ�X���͔[��һ�Ρ��ӹ���һ���X���؏����˳����ֶȺ������M�ӹ���һ���X�ˡ��X�˼ӹ���횰������X݆���֮ǰ��ͨ�����ڝL�����X֮�� �X݆������ʿa��׃�Σ��鱣�C�X�ξ��ӹ��|���������ʿױ�횽o�����������⏽���ĵĻ��I���X݆��ͨ���û��I�Ƶ��������ƿוrҪ��ֹ��б���еĹ��S���ü��L�Ƶ�ǰ��������ֹ��б����ȡ���^��Ч�������A�����X݆�������ɲ����ƿ�ĥ�ף��ƿ����a�ʸߡ�������δ��Ӳ�X݆ĥ���ȸߵ����a�ʵͣ��������w����ȿ�׃�δ�Ӳ�ȸߵ��X݆��ȿ��^����^�����X݆�t��ĥ�מ��� ĥ�וrһ�����X݆�ֶȈA���ģ��@�ӿ�ʹĥ����XȦ���������^С�����Ժ�ĥ�X�����X��������������a���еĹ��S�Խ����M����ĥ��Ҳȡ�����^�õ�Ч��.
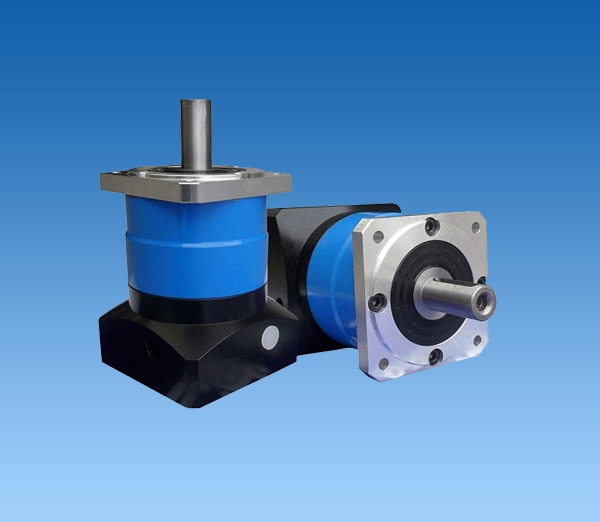
����Ҫ�X݆�ӹ���݆�U�ӹ����X�l���݆��ͬ����݆�������X݆�Ȝp�ٙC����ӹ������ԁ�D������ԃ�����a�M�ڶ��ɼӹ����������P�������ǜp�ٙC��݆�U�������F�X݆�p�ٙC���X݆�ӹ����X݆�R�_��݆�p�ٙC���X݆�Q�������͔[���݆�p�ٙC���o��׃�ٙC,�z�U�����C,б�X݆Ӳ�X��p�ٙC,�p�ٙC����ӹ��ą���Ոϵ�Ϻ��Z�V��˾���������P�X݆�ӹ�����Ϣ����Ո�g�[��http://m.glordboy.com/clpjjg/cl231.html


�ھ��ͷ�1:
�ھ��ͷ�2:
�̄տͷ�:
���Օr�g:
9:00-18:00(������)


